

以下是:不锈钢复合管远销海外的产品参数
品牌 俊邦 可定制 是 是否进口 否 不锈钢复合管远销海外,俊邦金属材料有限公司为您提供不锈钢复合管远销海外产品案例,联系人:张经理,电话:0527-88266888、17768165506,QQ:502309354,发货地:开发区工业园发货到山东省 东营市 河口区、垦利区、利津县、广饶县。 山东省,东营市 东营市,山东省辖地级市,别称油城、东方湿地之城、黄河水城,位于山东省北部,东、北临渤海,西与滨州市毗邻,南与淄博市、潍坊市接壤,地势沿黄河走向自西南向东北倾斜,属暖温带大陆性季风气候,总面积8243平方千米。截至2022年10月,全市辖3个区、2个县。截至2022年末,全市常住人口220.9万人。
想要一睹不锈钢复合管远销海外产品的风采吗?别犹豫,我们的视频将带您领略产品的每一个精彩瞬间,从细节中感受品质,从画面中捕捉魅力。
以下是:不锈钢复合管远销海外的图文介绍
不锈钢复合管成形制造,要尽或许实行常温冷态弯曲成形,不能在滚床或压床进行急剧弯曲,要逐段缓慢加工成形;如果需求热加工成形的话,首先要清洗工件外表油污及杂质,运用弱氧化性演加热工件,以防增碳现象;关于低碳钢基体可以空冷,对低合金钢基体要进行保温缓冷。加热温度在700~850℃。
不锈钢复合管坡口制造,制造坡口时一般薄件可选用Ⅰ形坡口,较厚的可选用V形、U形、X形、V和U联合形等方式的坡口。一般尽或许选用X形坡口双面焊,先焊底层,再焊过度层,终焊复层,以确保焊接接头具有较好的耐蚀性。当焊接方位受到限止,只能选用单面焊时,可选用V形坡口,先焊复层,再焊过度层,终焊底层,焊接时尽量使复层中少熔入底层成分。
不锈钢复合管的焊接顺序一般为:先焊底层,再焊过渡层,终焊复层以确保焊接接头具有良好的耐蚀性,一起还应考虑过渡层的焊接特点,,尽量削减复层一侧的焊接作业量。
山东东营俊邦金属材料有限公司是专业 201不锈钢复合管解决方案提供商,公司拥有业界专业度、品牌号召力、用户数量等诸多方面优势。公司不断追求技术的突破创新,公司一直以服务社会为己任,不断开拓进取,追求科技创新,以用户成功为目标,为社会的发展贡献力量。于此同时,公司积j i进行 201不锈钢复合管新产品的研发,满足用户多元化的需求。
对于内衬不锈钢复合管焊接时,先对破口进行封底焊接,便复层与基层不会脱离,封底焊接可接增加接头不锈钢层的厚度,使接头对错边,气孔等缺陷不敏感,增强耐 蚀能力.采用.弧焊封焊、打底和热焊、孚电弧焊填充和盖面的焊接方法,在适当的工艺参数,并采取适当的工艺措施,可保证接头的性能。
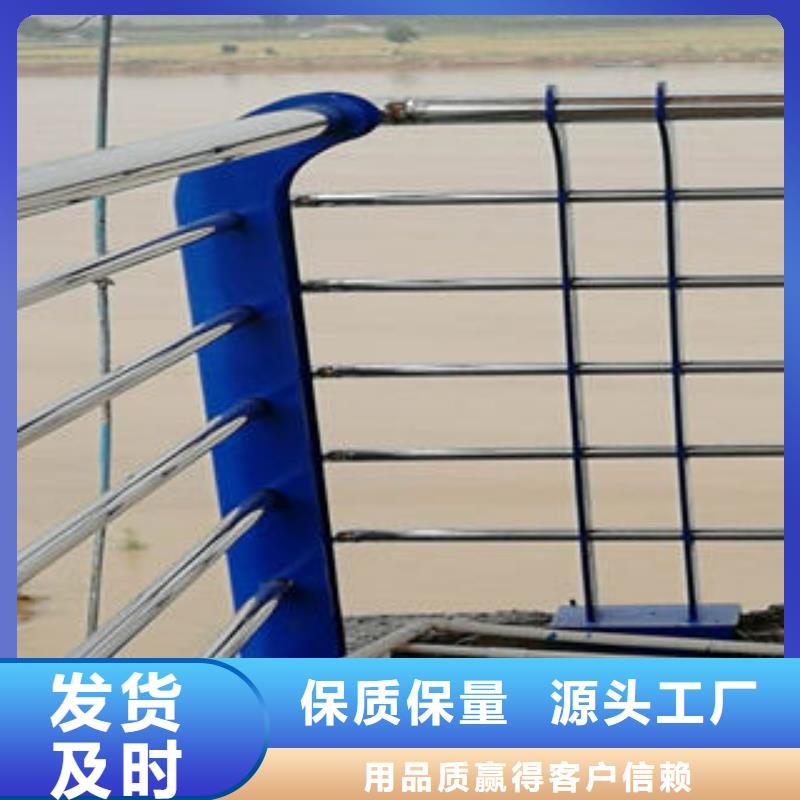
不锈钢复合管桥梁栏杆是专门用于桥梁高强结构的栏杆,种类和数量很多,可以与钢板各种颜色组合,是替代不锈钢管和普通栏杆的理想产品;首先强度比不锈钢管高,与钢板组合美观且维护方便,并可以在不锈钢表面喷涂制成各种颜色与式样的不锈钢复合管栏杆,其次价格大幅度降低,大约是不锈钢管栏杆的60%,安装简单快捷;再就是质量优,焊接表面平整,光滑;不锈钢表面有亚光,精光,磨砂三种.
复合层的焊接:打底层采用单面焊双面成型焊接工艺,焊接位置一般为水平固定,焊接难度较大,打底层的焊接是复合管得接质量要求的工序,焊工必须具有过硬的技术水平和高 度的责任感。焊前必须对管子内部、焊缝背面充99.99%的氩气一段时间用气体氧含量测试仪从坡口间隙出处深入抽取气体测量管子内部氧含量,当氧含量低于 50ppm时开始为了保证底层焊接质量,采用钨极靠弧焊进行自下向上对称焊接,焊接前将封;焊层焊遭打磨平整。采用氢弧焊焊接,复层不锈钢纯边为1. 5--2.0mm,焊枪瓷管喷口直径为10mm,钨丝直径为2-3mm,焊接电流为80-100A,氩气流量为8-12/min,焊接电流为正极,焊后进行检查,不允许有夹渣、裂纹、气孔、未焊透、未熔合等缺陷存在,或X射线检查后,方可进行下道主序焊接。
过渡层的焊接:过渡层是复合管熔敷合金成分为复杂的焊层,如果焊接参数选用不当,容易造成熔敷合金浓度梯度过大,从而影响接头的防腐蚀性能接。焊接时采用焊条选用A302,规格为φ2.5mm,选焊接电流为70-90A,焊接电流为直流正接。过小的焊接电流易造成层间未熔合及熔敷含金梯度过大,过 大的电流易将根部烧穿。
您是想要在山东省东营市采购高质量的不锈钢复合管远销海外产品吗?俊邦金属材料有限公司是您的不二之选!我们致力于提供品质保证、价格优惠的不锈钢复合管远销海外产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:张经理-17768165506,QQ:502309354,地址:《开发区工业园》。











